
انواع جوشکاری و مراحل اتصال جوش

- انواع اتصالات
انواع اتصالات
یک ماشین از اجزاء مختلفی تشکیل شده است. این قطعات در صنعت به روش مختلفی مثل ماشین کاری، ریخته گری، نورد کاری و غیره تولید می شوند.
اتصال موقت
اتصالي اســت كه ميتوانيم دو قطعه متصل شــده به هم را به راحتي و در مواقع ضروري بدون هيچ گونه تخريبي از هم جدا كرده و ســپس قطعــات را مجــدداً اتصال دهيم، مثل اتصال پيچ و مهــره، خار، پين،گوه و غيره که در مقالات بعدی در مورد آن مفصل صحبت خواهیم کرد.
اتصال دائم
اتصالي اســت كه درصــورت نياز به جداســازي دو قطعه، مجبور هســتيم محل اتصال را تخريب كنيم، مانند جوش، لحيم، چسبكاري و پرچكاري. پرچكاري در قديم اتصال نيمه موقت محســوب ميشد، ولي امروزه به دليل پيشــرفت فراوان روشهاى جوشكارى، كمتر به پرچكاري نياز ميشود.
پــرچكاري در صنايــع هوا ـ فضــا كاربرد زيادى دارد. باز كــردن پرچ، موجب تخريب قطعه اتصال ميشــود، بنابراين جزو اتصالات دائم قرار گرفته است.
اتصال جوش
صال جوش در جوشــكاري، دو قطعه هم جنس به كمك حرارت به يكديگر متصل ميشوند. جوشكاري روش مناسبي براي توليد و تعمير به شمار ميرود. امروزه جوشكاري در كليه ســازه هاي مكانيكي و ماشــين آلات جايگاه بالايي پيدا كرده اســت. در اينجا لازم اســت با روش هاي اساسي جوشــكاري آشنا شويم، بنابراين اتصال جوش از نظر فناوري به دو دسته ذوبي و مقاومتي تقسيم ميشود.
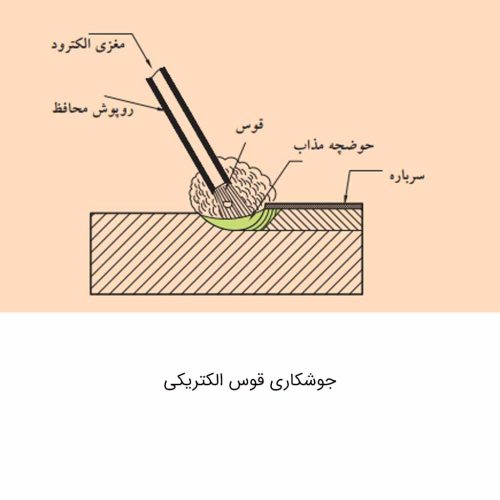
جوشکاری قوس الکتریکی
جوشکاری قوس الكتريكــي حرارت از برقــراري قوس الكتريكي در محــل اتصال موجب ذوب شــدن لبه دو قطعه و الكترود شده و درز بين دو قطعه به وسيله مذاب الكترود پر ميشود. بدين ترتيب دو قطعه بعد از ســرد شدن با يكديگر اتصال پيدا ميكنند. اين روش را جوش برق نيز مي نامند و اغلب براي قطعات ضخيم به كار ميرود . جوش برق از مهمترين روش هاى جوشکاری به شمار ميرود. مقدار حرارت ايجادشده توسط قوس، به شدت جريان برق بستگي دارد. اين حرارت تا حدود C° 4200 ميرسد.
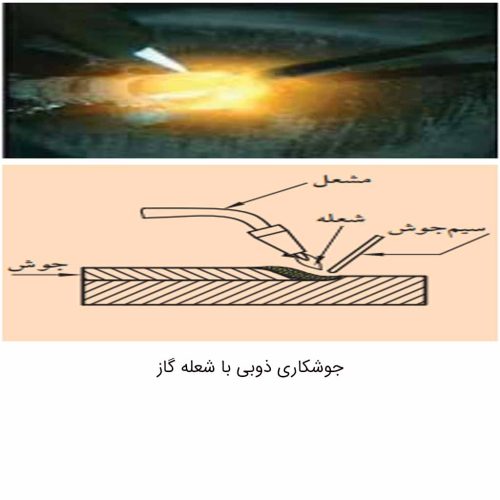
جوشکاری اکسی استیلن
منبع حرارت اين روش جوشکاری ، تركيب گازهاي استيلن و اكسيژن است. از سوختن گاز استيلن با اكسيژن شعله اي پديد ميآيد كه در حدود C° 3200 حرارت توليد ميكند. شــعله ايجاد شــده توسط يك مشعل جوشكاري به محل درز هدايت ميشود. درزها ذوب ميشوند و در هم ميآميزند و پس از سرد شدن، قطعات به همديگر ميچسبند. براي پر كردن ً از ســيم جوش همجنس قطعات اتصال استفاده ميكنند. اين درز جوش معمولا روش جوشكاري براي ورقهاي ً نسبتا نازك كاربرد دارد .
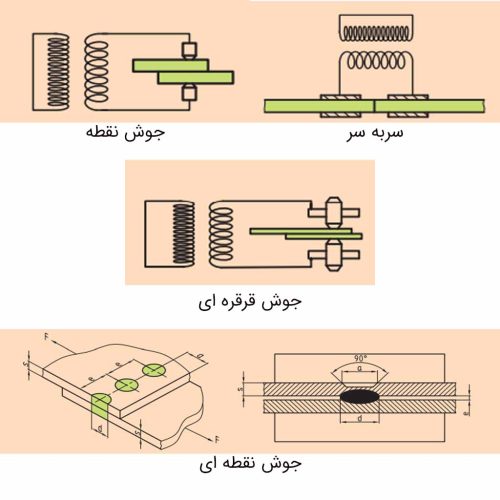
جوش مقاومتی
ً در اتصال ورق هــا يا قطعات نازك به كار ميرود. براي جــوش مقاومتي معمولا اينكــه بتوانيم عمل اتصــال اينگونه مواد را انجام دهيم بيشــتر از جوش برق مقاومتي اســتفاده ميكنيــم. دراينصورت براي انتقال جريــان برق به قطعات اتصال، بايستي از الكترود مسي يا الكترودهاي ديگري كه بر روي دستگاه نصب اســت و جريان برق را به خوبي منتقل ميكند، استفاده كنيم. الكترودهاي جوش مقاومتي به شــكل هاي بوشي، استوانه اي و يا قرقره اي ساخته ميشوند. الكترودها ضمن انتقال جريان برق، دو قطعه را نيز نسبت به هم ميفشارند و عمل جوشكاري اتفاق ميافتد.
درجوش مقاومتی برای اجناس فولادی،درجه حرارت را تا C° 1200 الي C1450° بالا ميبرند. همچنين بعضی وقتها برای اينكه جريان برق را شدت بخشند در دو قطعه اتصال، نسبت به هم یک بر آمدگی ایجاد میکنند. دراین صورت ورق هایی بــا ضخامت 5 میلی متر، را ميتوانیم به همدیگر جوش دهیم .
الکترودها
در هنگام جوشــكاری ، ناحيه جوش با هوا در تماس است و تركيب مواد مذاب حوضچه جوش با گازهاي موجود در هوا نتيجه مطلوبی نميدهد. به همين علت در روش جوشــكاری با برق، از انواع الكترود (سيم جوش روپوش دار) استفاده ميكنند. وظايف الكترودها به شرح زير است:

- جريان برق را به محل جوشکاری ميرسانند
- عمل اشتعال را آسان ميكنند
- درز جوش را با ذوب شدن پر كرده و اتصال را بين قطعات ايجاد ميكنند.
- مذاب فلز و اختلاط بيشتر ذرات ذوب شده را رقيق ميكنند.
- از ورود گازهاي مضر موجود در هوا به محل مذاب جلوگيري ميكنند
- با تشــكيل سرباره از سرد شــدن زودهنگام مواد مذاب جلوگيري ميكنند و باعث استحكام بيشتر اتصال ميشوند.
بنابراين براي جوشکاری قطعات سعي ميشــود، جنس الكترود از جنس قطعات اتصال انتخاب شود. الكترودها انواع گوناگوني دارند، مثل الكترودهاي فولادي نرم، فولادي پركربن، فــولادي آلياژي، چدن، فلزات غيرآهني مانند، مس، برنج، آلومينيم، برنز، نقره و غيره. براي استحكام بيشتر قطعات اتصال، در اغلب موارد از الكترودهاي آلياژي استفاده ميكنند
آماده سازی جوش
چگونگي قرار گرفتن دو قطعه اتصال نســبت به هم را آماده سازي ميگويند كه به دو دسته اساسي تقسيم ميشود:
- جوش پيشاني يا لب به لب
- جوش گلویی يا لب روی لب كه در صنعت بیشترین كاربرد را دارند
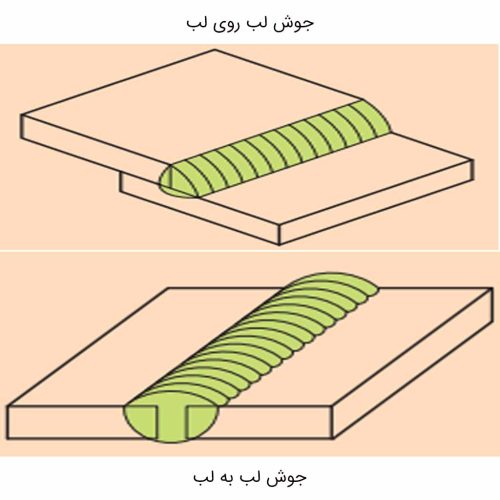
درزهــاي جوش لب به لب با تــوجه به ضخامت قطعات اتصال، به شكلهاي U، X، K،V، I يك طرفه و دوطرفه و I شكل آماده ميشوند
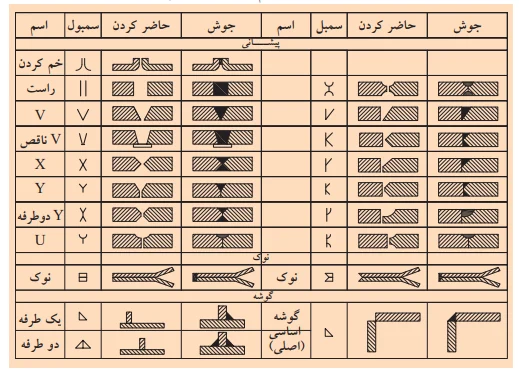
علاوه بر موارد بالا در بســياري از مواقع جوش را به صورت Tشــكل يا جوش لبه اي و يا گلويي اساسي آماده سازي ميكنند
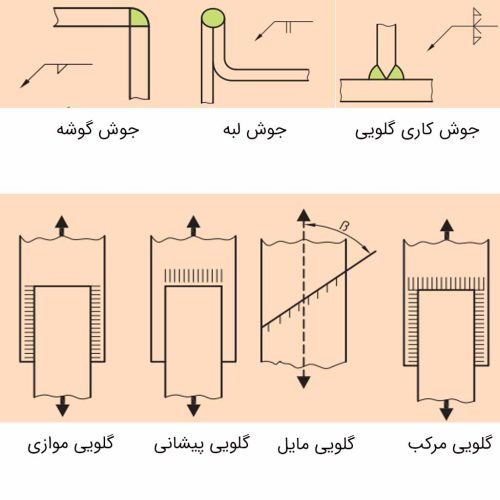
جوش لبه اي در بعضي مواقع عمل جوش به صورت دايره اي انجام ميگيرد. آشنايي با استانداردها و ســمبل هاي جوش و شيوه آماده سازي قطعات پيش از جوشکاری ، در طراحی اتصال جوشکاری بسيار مهم است.
کیفیت جوش
استحكام جوش به كيفيت آن بستگی دارد. به همین دلیل جوش را به سه درجه تقسیم می کنند. بر اســاس محل جوشکاری و اهمیت قطعات اتصال، نسبت به انتخاب درجه جوش تصمیم میگیرند ، بنابر این کیفیت جوش به شــش فاکتور جنس آمادگی ـ روش جوش ـ کار جوش پرسنل و كنترل وابسته است.
- جنس: جنس قطعه جوشکاری بايد مناسب اصول جوش باشد، يعني فولاد با فولاد، چدن با چدن و غيره.
- آمادگی: قبل از جوشكاری، آماده سازی ابتدايی روی قطعات انجام بگيرد.
- روش جوش: نسبت به قطعات اتصال و ضخامت قطعات روش مناسب جوش انتخاب شود، براي مثال مقدار آمپر دستگاه تنظيم شود.
- کار جوش: با توجه به جنس قطعات اتصال نوع الکترود تعیین شود.
- پرســنل: در فرآيند جوشکاری ، پرسنل بايستي با تجربه و در كار جوش دقيق و ماهر باشد.
- كنترل: پس از پايان جوشکاری بايستي كنترل آن به روش هاي مدرن مثل عكس برداري با اشعه X و يا اولتراسونيك انجام پذيرد.
در صورت به کار گیری همه فاکتور های بالا در جوشکاری ، کیفیت جوش درجه یک خواهد بود كه در جوشــكاري لوله های انتقال گاز، نفت و لوله کشی سرد خانه ها مورد استفاده قرار میگیرد، ولی اگر پنج فاکتور اول در عمل جوشکاری کافی باشــد، در اين صورت جوش از درجه دوم محســوب خواهد شد و براي جوشکاری انتقال آب شرب و ساختمان های اسکلت فلزی به کار می رود.
نهایتا اگر برای جوشکاری چهار فاكتور اول کافی باشد، جوش از درجه سوم خواهد بود كه براي انتقال آب هاي كثيف و فاضلاب كشتارگاه ها و نمونه آنها مورد استفاده قرارميگيرد. به همین ترتیب جوشکاری ها كه عمل جوشکاری را انجام ميدهند با توجه به درجه جوش، جوشــكار درجه يك، دو و سه محسوب خواهند شد.